Special Functions
- Industries & Applications
- Union Tool FAQs
- UTC Literature and Manuals
- Leasing Options
- Get an Equipment Quote
Machine Functions
- Feeding Machines
- Moving Machines
- Coating Machines
- Gluing Machines
- Laminating Machines
- Stacking Machines
- Specialty Machines
Industry/Applications
Laminators
Engineered Flooring System
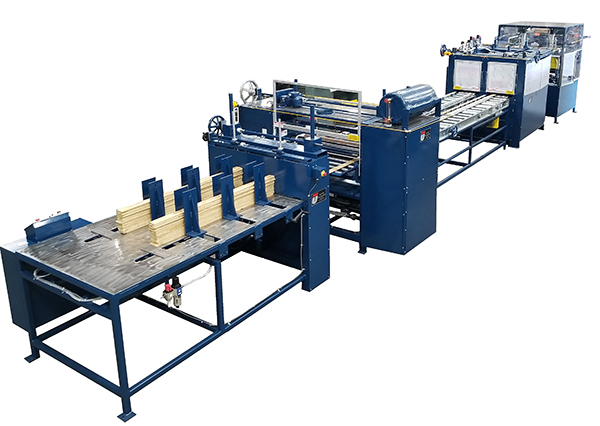
The Union Tool Corporation offers a complete range of equipment for the production of engineered flooring:
Union Dual Lane Core Feeder
This core feeder is designed to automatically feed two stacks of plywood cores up to 12" wide into our Union Hot Melt Roller Coater. This feeder incorporates two independent lanes, which feed separately on demand. Each lane includes its own hopper rack system that holds a stack of cores and can accommodate different widths being ran. (single lane core feeders also available)
Union Hot Melt Roller Coater
Union Tool’s Hot Melt Roller Coater for the Engineered Wood Flooring Industry is specifically designed to apply hot melt (PUR) adhesive to the top surface of plywood core planks. This coater will apply a smooth, even, controllable amount of adhesive to each plank that is fed through the machine. Once the coated planks exit through the Hot Melt Roller Coater, they will then go onto the Union Lay-Up Conveyor where at that time top wear layer lamellas may be manually placed onto each coated plank.
Union Lay-Up Conveyor
Union Tool offers a Lay-Up Conveyor that is designed to align and transport the coated planks and top lamellas from the Union Hot Melt Roller Coater to the Union Multi Nip Rotary Laminator. (both single and dual lanes are available)
Union Multi Nip Rotary Laminator
This Union Multi Nip Rotary Laminator is designed to apply the necessary pressure to bond both the coated planks and top lamellas together. Union Tool offers several different styles of multi nip rotary laminators all dependent on each customer’s specific needs. (both single and dual lanes are available)
Union Flying Cutoff Saw
The Union Flying Cutoff Saw is incorporated into our engineered wood flooring lamination system to automatically cut laminated engineered flooring planks as they exit the Union Multi Nip Rotary Laminator. The Union Flying Cutoff Saw allows for continuous lamination at speeds up to 60 feet per minute. With incorporating dual photo sensors, the saw will detect a gap in the top veneer layer that was created by the operator at the layup station placing the veneer onto the coated surface of the core. In a smooth downward motion, the saw will make a cut when each gap is detected.